













剝線:最后一層鋁股應(yīng)用手掰開,保證切割導(dǎo)線鋁股時不得傷及鋼芯。

剝線:用鋼卷尺測量剝線長度,必須為240mm。

鋼管穿管:將鋼芯向耐張線夾管口穿入,穿入時應(yīng)順絞線絞制方向旋轉(zhuǎn)推入至管底。

鋼管穿管:將鋼芯穿至耐張鋼錨管底,并在鋼芯上畫印。

鋼管壓接準(zhǔn)備:耐張管壓模規(guī)格應(yīng)為36mm(綠色箭頭為施壓方向)。

對鋼管進(jìn)行施壓。

鋼管壓接過程1。

鋼管壓接過程2。

鋼管押解過程3。

鋼管壓接后,使用平挫去除飛邊。

根據(jù)Q/GDW1571-2014標(biāo)準(zhǔn)中有關(guān)液壓管對邊距的強(qiáng)制要求, 0.86D-.2mm<S<0.86D+0.2mm。

量取鋼管的壓后長度,并做好相關(guān)記錄。

導(dǎo)線畫印:將耐張鋁管推至鋼錨圓環(huán)極限處-圖為過程1。

導(dǎo)線畫印:將耐張鋁管推至鋼錨圓環(huán)極限處-圖為過程2。

導(dǎo)線畫印:將耐張鋁管推至鋼錨圓環(huán)極限處-圖為到位狀態(tài)。

導(dǎo)線畫印:耐張鋁管推至鋼錨圓環(huán)極限位置后,在導(dǎo)線端管口畫印,此標(biāo)記為預(yù)偏前印記。

導(dǎo)線畫印:由預(yù)偏前印記向施壓反方向量取預(yù)偏值50mm畫印。

鋁管畫印:量取鋼錨圓環(huán)極限位置至鋼管壓后鋁線端頭的距離,并記錄該數(shù)值。【假設(shè)該值為C】。

鋁管畫印:量取鋼錨圓環(huán)極限位置至鋼錨壓接末端的距離。【假設(shè)該值為B】。
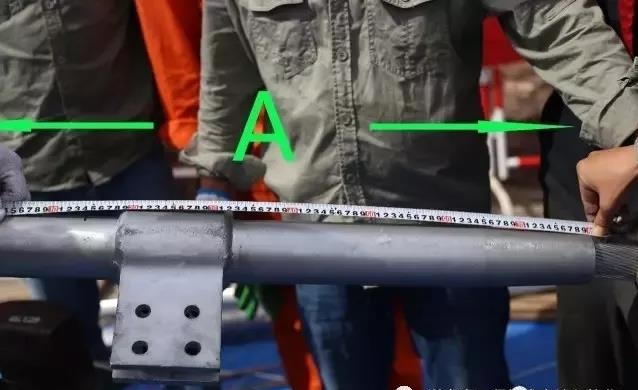
鋁管畫印:量取耐張鋁管的總長度,并記錄該數(shù)值。【假設(shè)該值為A】。

鋁管畫印:耐張鋁管鋼錨側(cè)管口向耐張鋁管中心量取數(shù)值為B的值并畫印 。

鋁管畫印:耐張鋁管導(dǎo)線側(cè)管口向耐張鋁管中心量取長度為【A-C】的距離并畫印。

將壓后的鋼管涂刷防銹油漆。

將鋁管需壓得部位均勻涂抹導(dǎo)電膏。

耐張鋁管必須執(zhí)行:“倒壓”工藝。“倒壓”是相對于液壓規(guī)程SDJ226-87耐張線夾鋁管的壓接方向而言,指耐張線線夾鋁管的壓接順序是從導(dǎo)線側(cè)管口開始,逐模施壓至同側(cè)不壓區(qū)標(biāo)記點(diǎn),隔過“不壓區(qū)”后,再從剛錨側(cè)不壓區(qū)標(biāo)記點(diǎn)順序壓接至鋼錨側(cè)管口。這種壓接方式可減少在鋁管管口處出現(xiàn)的“導(dǎo)線松股”情況發(fā)生,提高大截面導(dǎo)線液壓接續(xù)施工質(zhì)量。(圖為耐張鋁管壓接過程1,綠色箭頭為施壓方向,耐張鋁管壓模規(guī)格為80mm)。

依據(jù)Q/GDW1571-2014標(biāo)準(zhǔn),壓接管兩模重疊長度核心是減少壓接管彎曲發(fā)生,根據(jù)電科院最新研究成果,300噸壓接機(jī)鋁管壓接兩模長度以重疊25-40mm為宜。(圖為耐張鋁管壓接過程2)

圖為耐張鋁管壓接過程3。

根據(jù)以往的施工經(jīng)驗(yàn),一般需要對耐張剛錨側(cè)鋁管進(jìn)行三次施壓方能滿足對邊距要求,而耐張剛錨側(cè)鋁管經(jīng)過第一次施壓后便會出現(xiàn)大量飛邊,應(yīng)分別使用鋼鋸及平挫去除飛邊后再繼續(xù)施壓。若第三次仍無法滿足對邊距的要求,應(yīng)重復(fù)上述過程,直至滿足質(zhì)量驗(yàn)收要求為止。壓后的鋁管應(yīng)搓為圓弧狀,同時使用0#砂紙將其磨光。

進(jìn)行壓接作業(yè)時,舊款壓接機(jī)的施壓壓力不應(yīng)少于80MPa,新型壓接機(jī)的施壓壓力不應(yīng)少于100MPa,壓接過程中應(yīng)將施壓壓力維持在上述數(shù)值3-5秒后再卸載。

根據(jù)Q/GDW1571-2014標(biāo)準(zhǔn)中有關(guān)液壓管對邊距的強(qiáng)制要求,0.86D-0.2mm<S<0.86D+0.2mm。(S為壓接管六邊形的對邊距離、D為壓接管外徑)。耐張管對邊距S必須滿足68.60mm<S<69.00mm才能達(dá)到質(zhì)量驗(yàn)收合格標(biāo)準(zhǔn)。
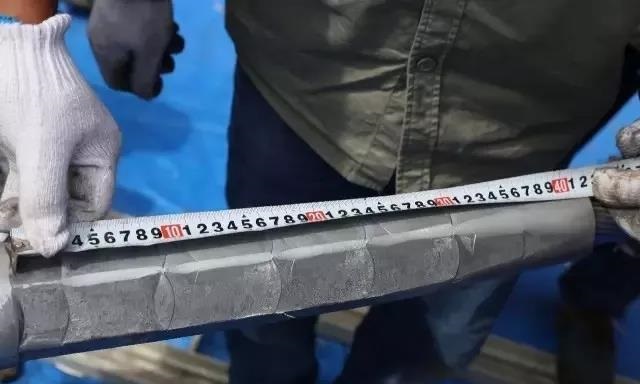

測量壓后剛錨側(cè)鋁管長度,并做好相關(guān)記錄。

經(jīng)液壓后的鋁管不應(yīng)有明顯彎曲,彎曲度超過1%應(yīng)進(jìn)行校正,無法校正應(yīng)隔斷重新進(jìn)行壓接。壓接完成后,應(yīng)在壓接管兩端管口(如圖)涂刷紅油漆;在壓接管的不壓區(qū)打印剛好,旁站監(jiān)理打在大號側(cè),操作人員在小號側(cè),兩鋼印間距應(yīng)不少于3cm。


